Core Technology
Fiber Laser Source Technology
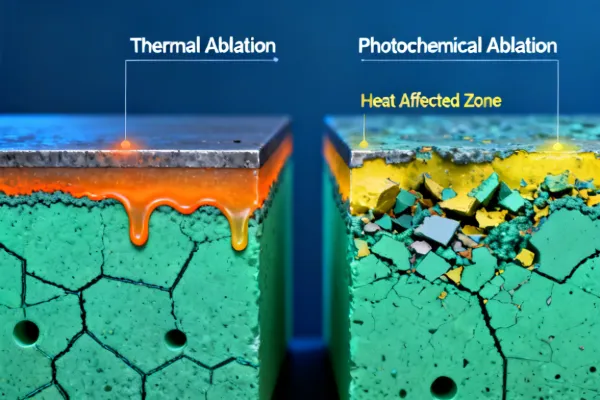
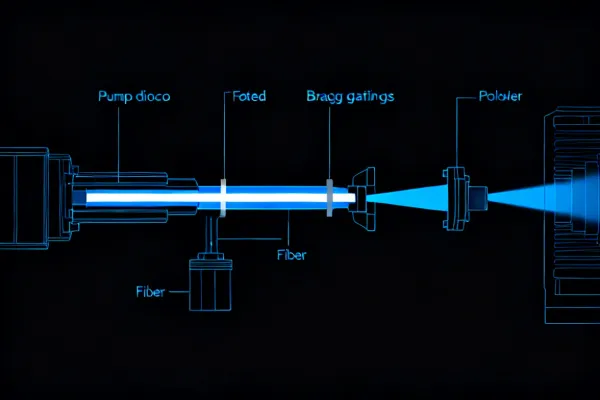
Our marking systems employ rare-earth-doped fiber lasers where the gain medium is an ytterbium-doped silica fiber core, typically 6–10 microns in diameter. Pump diodes at 915nm or 976nm excite the ytterbium ions, which emit at 1064nm through stimulated emission. Fiber Bragg gratings etched into the fiber cladding form the resonant cavity.
This architecture delivers several measurable advantages over traditional Nd:YAG rod lasers: wall-plug efficiency exceeds 30% (versus 3–5% for lamp-pumped YAG), beam quality M² remains below 1.3 across the full power range, and the fiber geometry provides inherent thermal management through the high surface-area-to-volume ratio of the active medium.
1064nm
Emission Wavelength
<1.3 M²
Beam Quality
>30%
Wall-Plug Efficiency
100,000h
Rated Source Lifetime